設(shè)計(jì)思維是一種以用戶為中心的創(chuàng)新方法,在軟件開發(fā)領(lǐng)域中被廣泛采用,以提升產(chǎn)品的可用性和市場(chǎng)競(jìng)爭(zhēng)力。它強(qiáng)調(diào)從用戶需求出發(fā),通過迭代過程探索問題、產(chǎn)生創(chuàng)意并驗(yàn)證解決方案。本文將探討設(shè)計(jì)思維在軟件開發(fā)中的應(yīng)用,涵蓋其核心原則、流程以及在設(shè)計(jì)開發(fā)中的具體實(shí)踐。
設(shè)計(jì)思維的核心原則包括:以用戶同理心為基礎(chǔ),深入理解用戶的行為、需求和痛點(diǎn);采用跨學(xué)科協(xié)作的方式,整合設(shè)計(jì)師、開發(fā)者和業(yè)務(wù)專家的視角;通過原型構(gòu)建和用戶測(cè)試,快速迭代以優(yōu)化產(chǎn)品。這些原則幫助團(tuán)隊(duì)避免過早聚焦于技術(shù)實(shí)現(xiàn),而是優(yōu)先關(guān)注用戶體驗(yàn),從而開發(fā)出更具價(jià)值的軟件。
在軟件開發(fā)的流程中,設(shè)計(jì)思維通常遵循五個(gè)階段:同理心、定義問題、構(gòu)思、原型和測(cè)試。在同理心階段,團(tuán)隊(duì)通過訪談、觀察和數(shù)據(jù)分析來收集用戶洞察;在定義問題階段,基于這些洞察明確核心問題;在構(gòu)思階段,進(jìn)行頭腦風(fēng)暴以生成多樣化的解決方案;在原型階段,創(chuàng)建低保真或高保真模型來可視化想法;在測(cè)試階段,將原型交付給用戶獲取反饋,并據(jù)此調(diào)整設(shè)計(jì)。這個(gè)過程是循環(huán)的,允許團(tuán)隊(duì)在開發(fā)中不斷優(yōu)化。
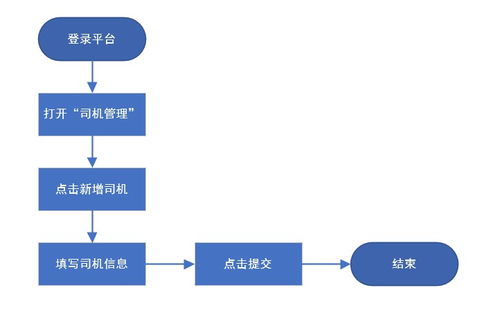
在設(shè)計(jì)開發(fā)實(shí)踐中,設(shè)計(jì)思維與敏捷開發(fā)方法相結(jié)合,能夠顯著提升軟件項(xiàng)目的效率和質(zhì)量。例如,在開發(fā)一個(gè)移動(dòng)應(yīng)用時(shí),團(tuán)隊(duì)可以先通過用戶故事映射來定義功能,然后構(gòu)建最小可行產(chǎn)品(MVP)進(jìn)行早期測(cè)試。通過持續(xù)的用戶反饋,團(tuán)隊(duì)可以快速識(shí)別和修復(fù)設(shè)計(jì)缺陷,降低開發(fā)風(fēng)險(xiǎn)。設(shè)計(jì)思維鼓勵(lì)團(tuán)隊(duì)采用可視化工具,如流程圖和線框圖,來溝通設(shè)計(jì)意圖,確保所有成員對(duì)齊目標(biāo)。
設(shè)計(jì)思維為軟件開發(fā)提供了一種結(jié)構(gòu)化的創(chuàng)新框架,它強(qiáng)調(diào)用戶驅(qū)動(dòng)和迭代優(yōu)化,幫助團(tuán)隊(duì)在復(fù)雜項(xiàng)目中交付更人性化的產(chǎn)品。通過融入設(shè)計(jì)思維,開發(fā)過程不僅能提升技術(shù)實(shí)現(xiàn),還能增強(qiáng)產(chǎn)品的市場(chǎng)適應(yīng)性,最終實(shí)現(xiàn)用戶與業(yè)務(wù)的雙贏。